تعتمد آلة الصب والقالب والسبائك على
أجزاء يموت الصب، وعملية الصب بالقالب التي تمر من خلالها ، تدمجهم عضويًا في نظام فعال ، بحيث يمكن مطابقة آلة الصب والقالب بشكل جيد ، ويتم تحسين هيكل أجزاء الصب ، ويفضل أن يكون ذلك آلة صب القوالب ، تحسين تصميم قالب الصب ، وتحسين مرونة نقطة عمل العملية ، وذلك لتوفير ضمان موثوق به لإنتاج قوالب الصب. لذلك ، من الواضح أن عملية الصب بالقالب موجودة في القالب.
يؤثر موضع البوابة الداخلية أثناء صب القوالب على التصميم الإنشائي والجودة و
قالب الصب يمكن الحصول على تصميم أجزاء الصب ، والموجه لتعيين موضع البوابة الداخلية بشكل صحيح من خلال الاستعلام عن البيانات. نظرًا لتنوع هياكل الصب ، من الصعب جدًا اختيار الموضع الصحيح للبوابة الداخلية ، ولكن هناك أيضًا بعض المتطلبات الأساسية. على سبيل المثال ، يُعتقد عمومًا أن إعداد البوابة الداخلية يجب أن يجعل النفاثة المعدنية أثناء الملء خالية قدر الإمكان في التجويف. يتدفق على مسافة طويلة ، أي أن الموضع والشكل والحجم الصحيحين (زاوية التدفق) للبوابة الداخلية تتوافق مع معلمات الصب بالقالب لجعل النفاثة المعدنية تتوسع وتدور بطريقة منظمة على طول القالب الجدار ، والاستمرار في التوسع حتى النهاية. يتم ملء معظم التجويف (أي التجويف الرئيسي) بواسطة نفاثات ، ويتم ملء جزء صغير فقط من التجويف (أي التجويف غير الرئيسي) بواسطة فرع المصهور المعدني أو عن طريق تصادم ذوبان المعدن. نظام الفائض يزيل البقايا.
نفس الشيء
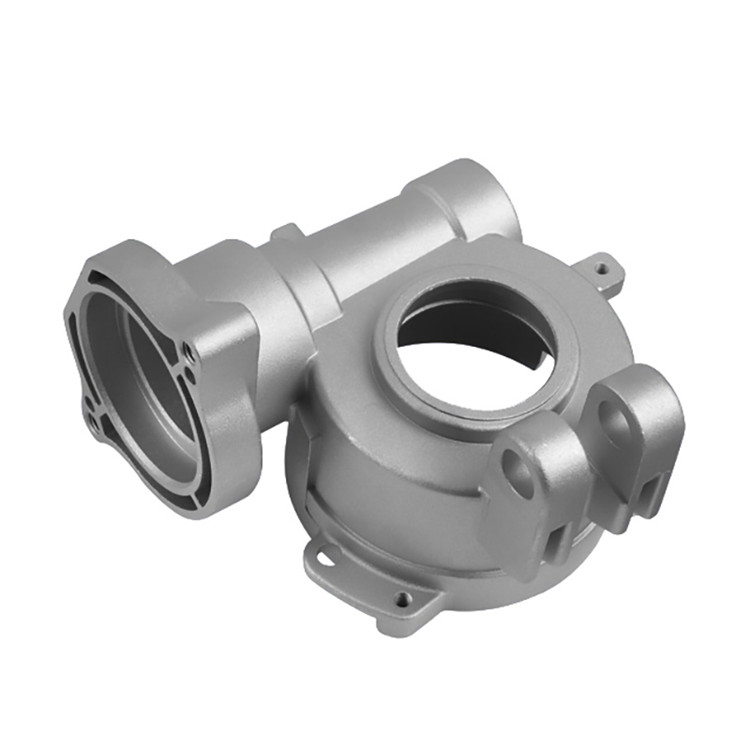
جزء يموت الصب يختار مواضع بوابة داخلية وزوايا تدفق مختلفة للحصول على تجاويف رئيسية مختلفة وتجويفات غير جذعية ونسب مساحة كل منها. عندما تكون القشرة مصبوبة بالقالب ، بسبب المواضع المختلفة للبوابات الداخلية ، يمكن الحصول على نتائج مختلفة. التجويف الرئيسي والتجويف غير الجذعي. البوابة متعامدة على جدار جانبي واحد ، لأن الفتحة المستطيلة في أعلى الجزء تفصل بين الجدارين الجانبيين ، والنتيجة هي أن جانب واحد فقط هو التجويف الرئيسي لملء الجدار الجانبي الآخر ، يجب توصيل طرفي العداء ، ويتقارب تدفق السائل لإكمال الحشو ، وهذا الجزء هو التجويف غير الرئيسي. نظرًا لأن النسبة المئوية لمساحة التجويف الرئيسي ليست عالية ، فسيتم توليد الكثير من النفايات.
لا يتم تغيير موضع البوابة الداخلية ، ولكن الفتحة المستطيلة العلوية متصلة بضلع عملية بسماكة جدار متساوية ، بحيث يتحول المعدن المنصهر أثناء التعبئة ، ويمتلئ الجدار الجانبي الآخر على طول الضلع ، بحيث يكون كلا الجانبين تصبح الجدران التجويف الرئيسي. ، يتم زيادة النسبة المئوية للتجويف الرئيسي ، كما تم تحسين جودة المصبوبات بشكل كبير. لا تضيف الفتحة المربعة العلوية أضلاع عملية ، ولكن يتم وضع البوابة الداخلية في أحد طرفي الجزء ، بحيث يتم تعبئة المعدن المنصهر من كلا الجدارين الجانبيين في نفس الوقت ، وبالتالي زيادة النسبة المئوية للتجويف الرئيسي ، مما يضمن الجودة وتحسين معدل التأهيل. هذه ثلاثة أنواع من إعدادات البوابة الداخلية لنفس الجزء ، مما يثبت أهمية موقع البوابة الداخلية.
على الرغم من أن تقنية الكمبيوتر تساعد في تحديد موقع البوابة الداخلية ، إلا أن تقنية الكمبيوتر ليست سوى طريقة ، ولا يزال تصميم موضع البوابة الداخلية تقنية رئيسية.
استنادًا إلى المصبوبات ، قم بتحسين نظام سبائك آلة الصب والقالب لتحسين مرونة العملية. في نظام سبائك آلة الصب بالقالب ، يمكن تحسين جودة وأداء أجزاء الصب بالقالب من خلال ضبط معلمات العملية. معلمات العملية هذه محدودة بواسطة نافذة عمل (OW). يوضح هذا أن OW هو الرسم التخطيطي الحدي لمعلمات العملية هذه. في عملية الصب بالقالب ، يتم استخدام وقت التعبئة وسرعة البوابة الداخلية والضغط الساكن المعدني النهائي لتحديد OW. ترتبط هذه المعلمات بظاهرة الملء وتعتمد على تصميم القالب وأداء آلة الصب. أثناء تصميم القالب ، تعتبر جميع النقاط في OW متساوية وليس لها أولوية. يمكن اعتبار أن أفضل نقطة تشغيل موجودة في نقطة غير معروفة في OW ، والتي لا يمكن العثور عليها قبل تثبيت قالب الصب على آلة الصب. انها. في مرحلة تصميم القالب ، يعتمد ضمان سهولة العثور على نقطة عمل جيدة على مراعاة المرونة ، والتي يتم الحصول عليها من خلال التعديل في OW.
لهذا السبب ، يتم تقسيم معلمات العملية إلى نوعين: المعلمات اللينة والمعلمات الصلبة. تشير المعلمات اللينة إلى المعلمات التي يتم ضبطها عن طريق التشغيل أو جهاز التحكم ، مثل مستوى الطاقة وضغط المعدن ودرجة حرارة الذوبان ودرجة حرارة القالب ووقت الدورة. تشير المعلمات الصلبة إلى القالب الذي يحتاج إلى التصحيح أو آلة الصب التي تحتاج إلى التصحيح في نفس الوقت ، مثل قطر الثقب ، ومنطقة البوابة ، وأخدود العادم ، وما إلى ذلك. من السهل تغيير المعلمات اللينة والنجاح أثناء القالب في حين أن المعلمات الصعبة صعبة ومكلفة وتستغرق وقتًا طويلاً في التغيير. غالبًا ما يكون من الضروري تفكيك القالب لإعادة التصحيح. لذلك ، تعتمد طريقة التحسين على معلمات ناعمة وتوسع مرونة نقاط الضبط في OW ، وبالتالي توفر نطاقًا أكبر لاختبار القوالب وتجنب تغييرات العفن التي تستغرق وقتًا طويلاً وتكلفة.
درجة حرارة القالب هي واحدة من معلمات العملية الهامة. يمكن القول أن درجة حرارة القالب الصحيحة والثابتة هي الشرط الأساسي الأساسي لإنتاج عالي الجودة وموثوق ، وإنتاجية عالية ، ومعدل رفض منخفض وعمر طويل للقالب.
قبل صب القالب ، يجب تسخين القالب مسبقًا لجعل درجة حرارة القالب تصل إلى 150-200 درجة مئوية ، وهو أمر مفيد للطلاء ، وتقليل تقليل درجة حرارة الذوبان وتوسيع تدفق الذوبان ، وهو أمر مفيد لملء التجويف. بالإضافة إلى ذلك ، يمكن أن يؤدي التسخين المسبق للقالب أيضًا إلى زيادة مادة القالب المتانة وتقليل الصدمة الحرارية لسطح التجويف. أفضل طريقة لتسخين القالب هي استخدام الزيت الساخن للتسخين ، بمساعدة آلة درجة حرارة القالب لتوفير الزيت الساخن المتداول والتحكم في درجة حرارة القالب. إذا كانت الآلة مجهزة بجهاز لتحميل وتفريغ القالب بسرعة ، فيمكن تسخين القالب مسبقًا قبل التثبيت ، مما يوفر وقت التسخين المسبق للقالب على الماكينة وتسريع بدء تشغيل الماكينة. في نفس الوقت ، آلة درجة حرارة القالب مجهزة أيضًا بنظام تبريد مياه التبريد لتبريد القالب حسب الضرورة. تسخين الغاز هو أيضا طريقة. يمكن استخدام الغاز الطبيعي أو غاز الفحم حسب ظروف المصنع. في هذه الحالة ، يمكن قياس درجة حرارة القالب باستخدام مقياس حرارة سطح وقلم درجة حرارة. تشمل طرق التسخين الأخرى الكهرباء والتدفئة بالأشعة تحت الحمراء البعيدة.

- خدمة كاملة في الصب والتشغيل بالقالب منذ عام 1987
- ماكينة الصب من 180 الى 4400 طن
- 1500+ مجموعة من أجزاء الصب المصدرة للخارج
- موثوق به من قبل أفضل العلامات التجارية في صناعة السيارات والطبية
- مصنع معتمد من IATF 16949
- الشهيرة "Die Casting City في الصين"
- سيدعمك الموظفون المدربون جيدًا بكفاءة من طلب عرض الأسعار إلى الشحن.
NINGBO FUERD MECHANICAL CO.، LTD
الموقع: https://www.fuerd.com